Разборка, сборка и ремонт трубопроводной арматуры

Разборка, сборка и ремонт трубопроводной арматуры
10 августа, 2020
В процессе эксплуатации основные узлы и детали арматуры непрерывно изнашиваются, для восстановления их работоспособности встаёт вопрос о необходимости проведения ремонта арматуры.
Наиболее распространенные неисправности трубопроводной арматуры, подлежащие устранению при ремонте:
— отсутствие герметичности в связи с пропуском среды между:
— седлом и уплотнительными кольцами затвора;
— корпусом и уплотнительным кольцом седла;
— шпинделем (штоком) и сальниковой набивкой;
— пропуск среды через фланцевое соединение корпуса и крышки;
— задиры на шпинделе в зоне сальниковой набивки;
— выход из строя маховиков управления арматурой, крепежных деталей, привода и т.д.
Все вышеперечисленные повреждения имеют явно выраженный характер и сравнительно легко обнаруживаются при обследовании арматуры.
Несмотря на простоту конструкции трубопроводной арматуры, ее ремонт без применения специализированного оборудования и оснастки для ремонта как в «полевых» условиях, так и на ремонтных участках практически невозможен, т. к. задействуется ряд технологических процессов, которые крайне важно рационально организовать.
Для эффективности предстоящего ремонта рассматриваются и оцениваются его различные критерии: сроки проведения, трудозатратность, экономическое обоснование, надежность оборудования для проведения ремонтных работ.
Оборудование для разборки и сборки общепромышленной арматуры
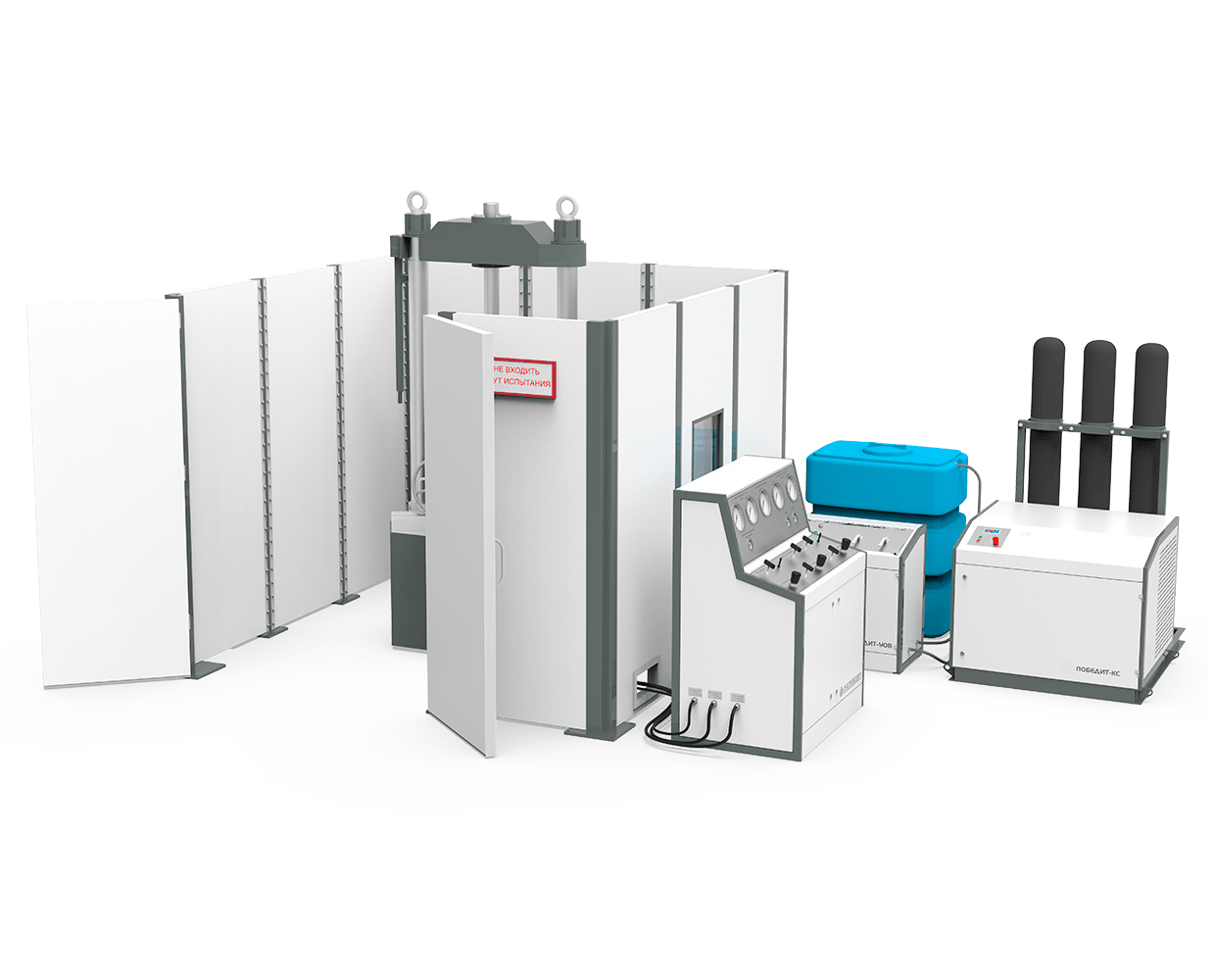
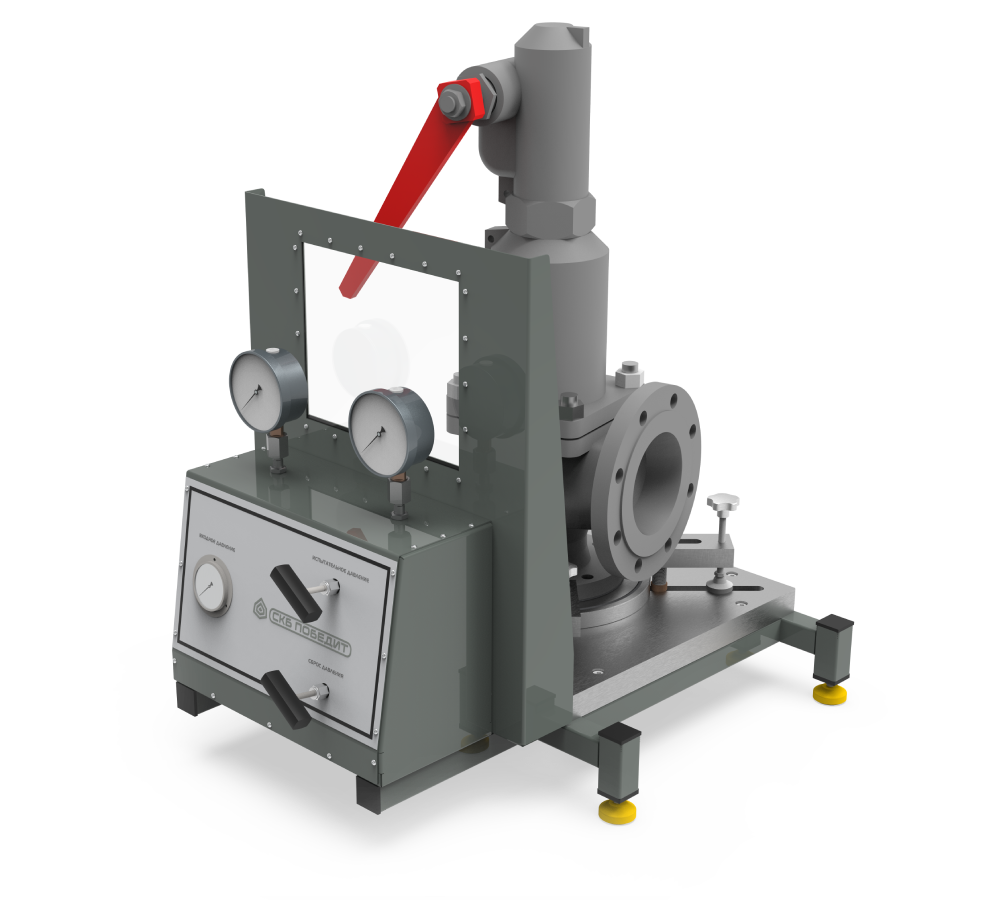
Для осуществления операций по разборке-сборке деталей и узлов общепромышленной арматуры необходимо использовать специально оборудованное рабочее место (рис. 1), оснащённое полным комплектом инструментов и приспособлений, необходимых в процессе работы.
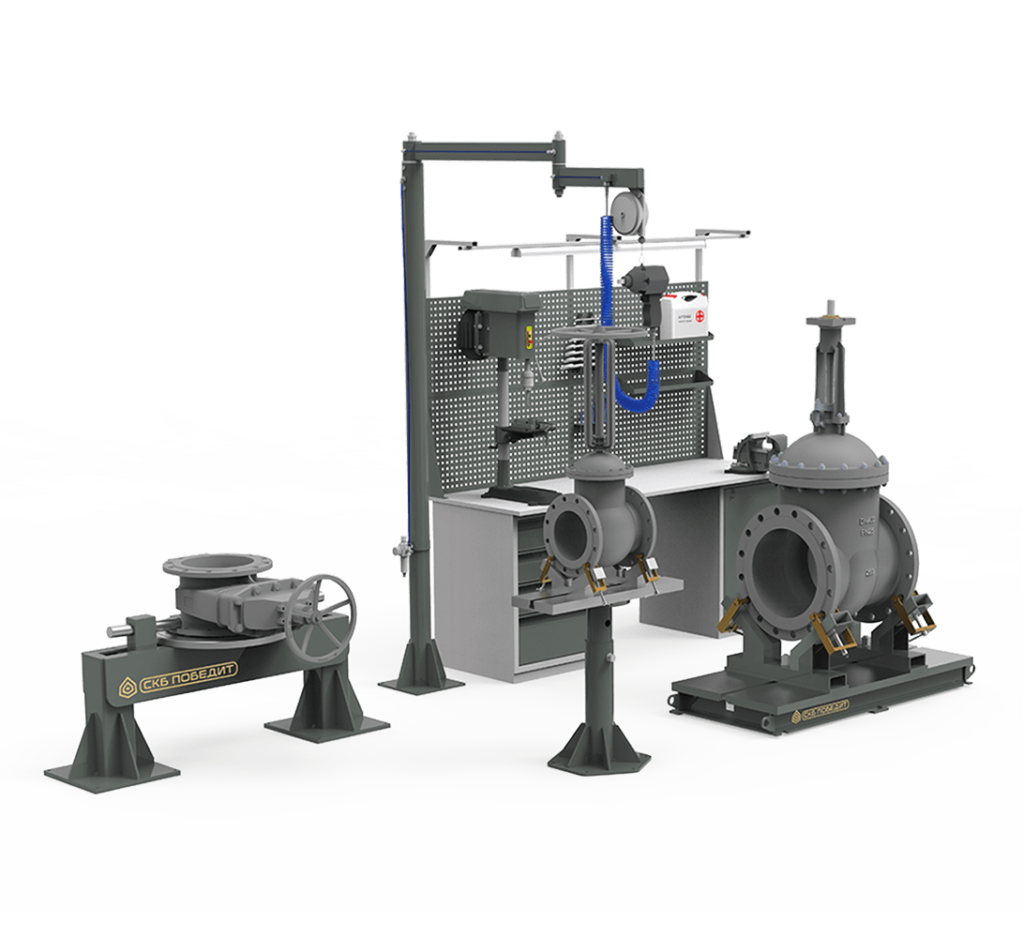
Данное решение позволяет максимально эффективно и быстро подготовить арматуру к дальнейшим манипуляциям в процессе ремонта, а также при необходимости осуществить проверку герметичности, установив изделие на специальный стенд для предвари- тельных пневматических испытаний.
В состав рабочего места входит:
— Стенд для проведения предварительных испытаний арматуры, который позволяет оперативно оценить состояние изделия в условиях производства следующими методами:
— манометрический, основанный на регистрации изменения давления газа за определенный промежуток времени с учетом изменения температуры газа;
— перетечки газа в смежную с испытываемой полость изделия;
— пузырьковым, при котором регистрируются пузырьки газа, вытекающего из изделия, помещенного в воду (в обоснованных случаях – в другую жидкость);
— обмыливания;
— акустического течеискания, основанного на индикации ультразвуковых акустических волн, возбуждаемых при вытекании газа через сквозные поры и щели;
— Стенды для установки, разборки и сборки арматуры с условными проходами DN 15-300 мм и DN 300- 600 мм, которые также служат опорой и исключают возможность опрокидывания арматуры и, как следствие, недопустимых травм у рабочего персонала.
— Верстак с перфорированным экраном и тумбой для хранения необходимого инструмента.
Переносные станки для шлифования и притирки уплотнительных поверхностей
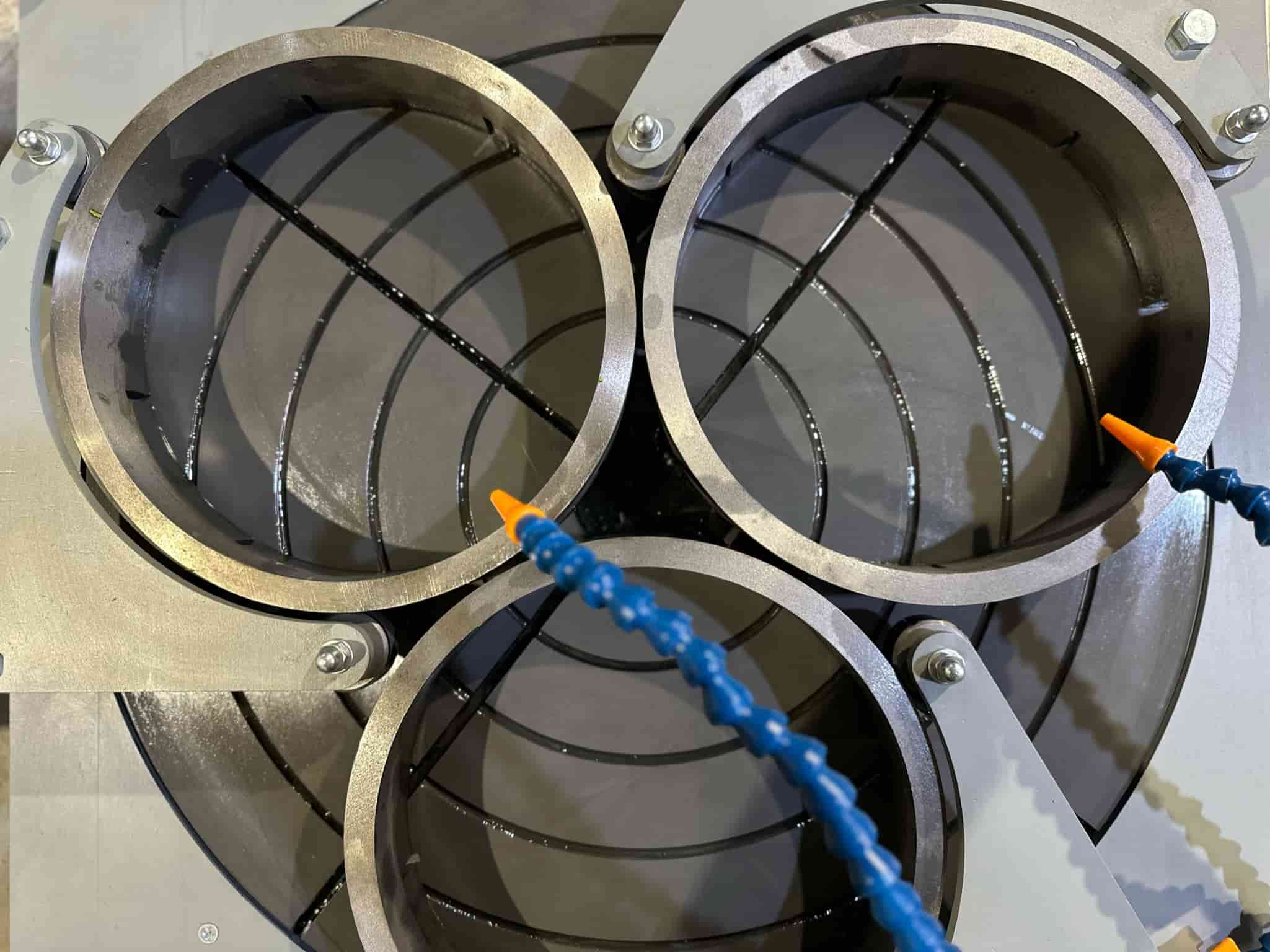
Существенным преимуществом является возможность ремонта арматуры без изъятия ее из трубопровода, что особенно является незаменимым решением при работе с бесфланцевой арматурой. Например, переносное оборудование для шлифовки и притирки уплотнительных поверхностей клиновых задвижек (рис. 2), разработкой которого компания СКБ «ПОБЕДИТ» занимается в рамках Федеральной программы «Старт» Фонда содействия развития малых предприятий в научно-технической сфере (Фонд содействия инновациям). Данный тип оборудования позволяет осуществлять шлифование и притирку уплотнительных поверхностей корпусов клиновых задвижек с условным проходом DN 50-1000 мм без удаления арматуры из трубопровода. При необходимости обработки клина предусмотрена специальная подставка для фиксации и дальнейшей обработки с соблюдением требуемого угла наклона. Шлифование осуществляется при помощи шпинделей и шлифовальных бумажных кругов на самоклеящейся основе, а притирка уплотнительных поверхностей производится чугунными притирочными дисками с применением абразивной пасты.
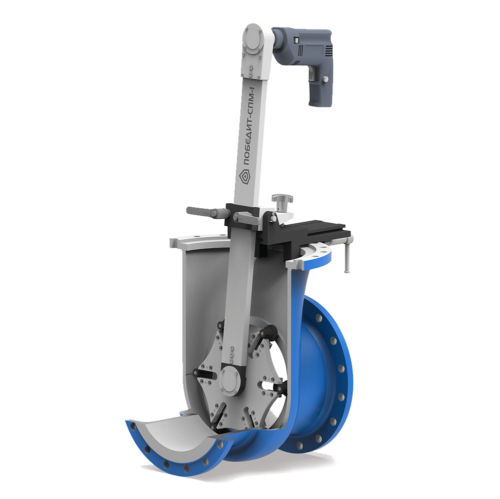
Станок устанавливается на боковой фланец клиновой задвижки. Осуществляется закрепление и выверка головки станка относительно притираемой поверхности. Шлифование осуществляется до устранения следов износа, небольших задиров уплотнительной поверхности с последующим созданием плоскости для дальнейшей технологической операции. Притирка осуществляется чугунными притирочными дисками, устанавливаемыми взамен шлифовальных шпинделей. Для увеличения скорости выполнения операции, а также для достижения требований по шероховатости и плоскостности на притираемые поверхности наносится абразивная паста.
В состав станка входит:
— привод (допустимо применение пневматического и электрического);
— приспособление для установки на средний фланец корпуса задвижки;
— подставка для обработки клина.
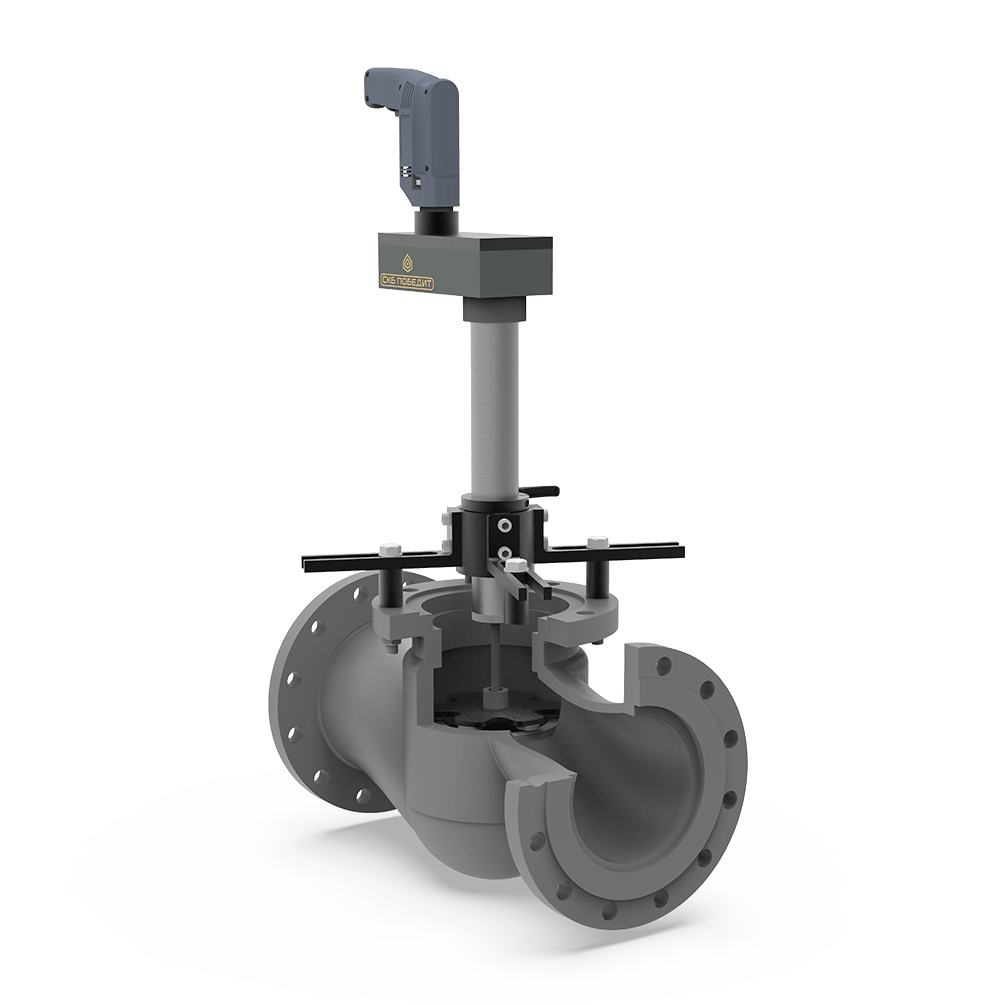
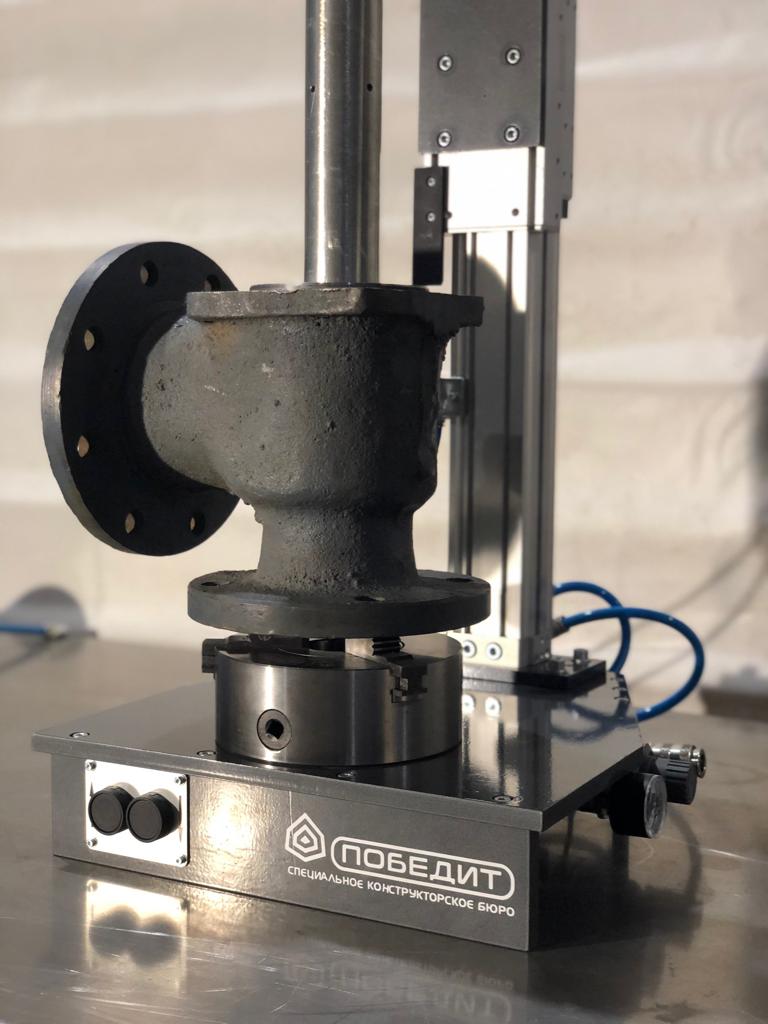
Для восстановления уплотнительных поверхностей корпусов, золотников запорных вентилей также применяют станки в «мобильном» исполнении (рис. 3), что в свою очередь значительно сказывается на сокращении логистических затрат на транспортировку неисправного изделия и отсутствии затрат на монтажные работы, что особенно актуально при использовании большого количества трубопроводной арматуры с типом присоединения «под приварку».
Принцип работы данных станков довольно прост и не требует высокой квалификации персонала. Станок устанавливается и закрепляется на боковом фланце арматуры. Производится выверка шлифовальной головки относительно уплотнительной поверхности арматуры. Шлифование осуществляется наклеенной на торцевые поверхности шпинделей шлифовальной бумаги различной зернистости. Требуемое качество поверхности достигается путем замены шлифовальной бумаги от грубой до более мелкозернистой фракции применяемого материала.
Основными элементами станка являются:
— привод (допустимо применение пневматического и/или электрического);
— установочное приспособление;
— подставка для обработки золотников.
Станок переносной для ремонта запорных клапанов (рис. 4) за счет специальной конструкции обрабатывающей головки, которая создает сложное плоскопараллельное движение и необходимое усилие прижатия инструмента, позволяет добиться высокого качества обрабатываемой поверхности.
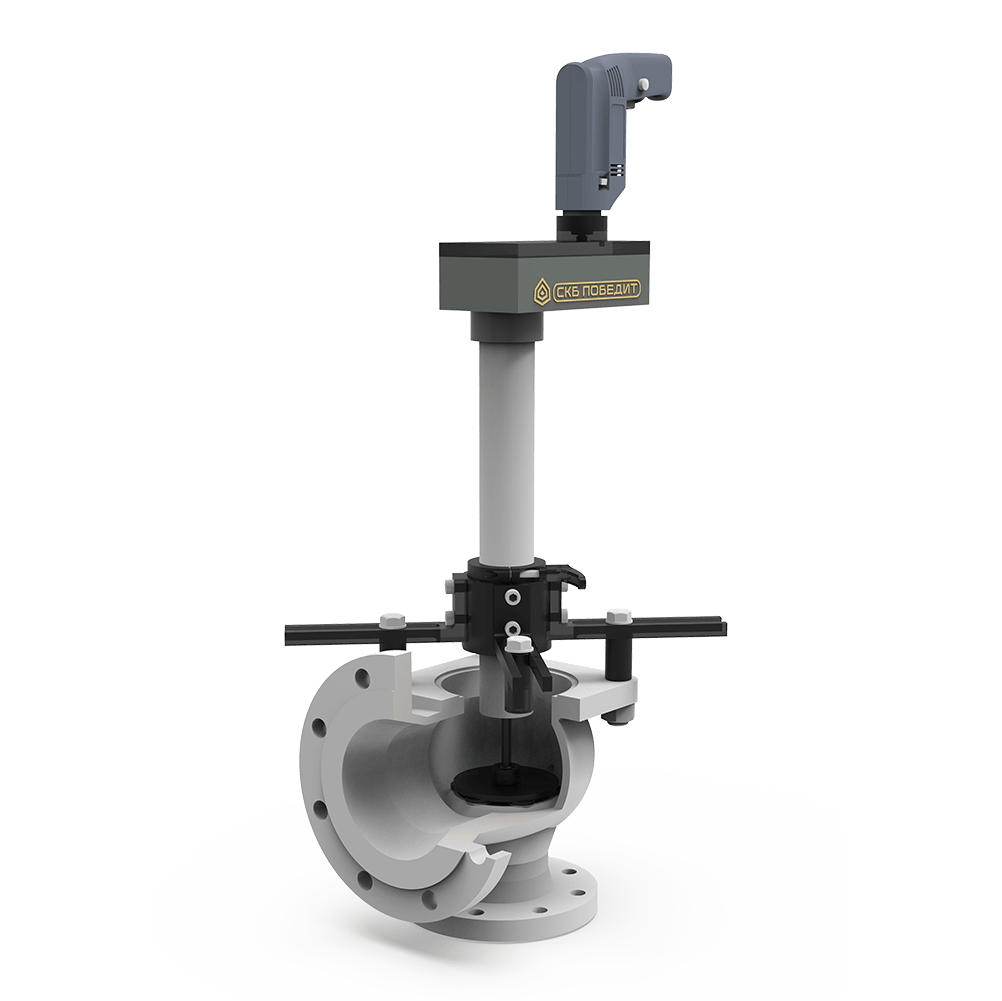
Станок устанавливается и закрепляется на боковом фланце арматуры, далее производится выверка шлифовальной головки относительно уплотнительной поверхности арматуры. Шлифование осуществляется наклеенной на торцевые поверхности шпинделей шлифовальной бумаги различной зернистости. Требуемое качество поверхности достигается путем замены шлифовальной бумаги от грубой до более мелкозернистой фракции применяемого материала.
Основными элементами станка являются:
— привод (допустимо применение пневматического и электрического);
— установочное приспособление;
— устройство центровки.
Использование подобного оборудования обеспечит осуществление ремонта в оптимальные для предприятия сроки с меньшими трудовыми и экономическими затратами, исключив при этом простой.
Кроме того, посредством ремонта трубопроводной арматуры можно значительно увеличить срок службы арматуры, повысить безаварийность работы и тем самым снизить риск остановок трубопровода и затрат на его эксплуатацию.
Таким образом, отремонтированная арматура остается непосредственно на трубопроводе с соблюдением всех установленных правил. По окончании проводимых операций и сборке следует проверить надежность всех узлов и креплений, а также правильность установки привода, крутящий момент на маховике или рукоятке.
Ремонт арматуры осуществляется исключительно квалифицированными специалистами, ознакомленными с конструкцией арматуры и ее назначением, имеющими опыт ее ремонта и прошедшими соответствующий производственный инструктаж.
Другие статьи

Оборудование для ремонта клиновых задвижек и предохранительных клапанов
В процессе эксплуатации трубопроводной арматуры узлы и детали неизбежно подвергаются износу, что в свою очередь приводит к необходимости проведения ремонта. Основные причины, вызывающие такой износ, могут варьироваться, однако наиболее распространёнными являются механические повреждения, коррозия, а также усталостные разрушения. Одной из самых частых проблем является потеря герметичности, которая может возникать из-за износа уплотнительных элементов или повреждений […]
Установка компрессорная для проведения испытаний ППК и арматуры: надежное обеспечение безопасности и эффективности
Предохранительные клапаны и арматура – критически важные элементы в различных отраслях промышленности, от нефтегазового комплекса до химической промышленности и энергетики. Они предназначены для обеспечения защиты оборудования и персонала путем предотвращения избыточного давления в системе. Для проверки их исправности и надежности используются специализированные компрессоры, предназначенные для проведения испытаний предохранительных клапанов и арматуры. Испытания предохранительных клапанов и […]

Портативные решения в обслуживании трубопроводной арматуры: Мобильные станки для шлифования и притирки
В современном промышленном производстве и техническом сервисе крайне важно обеспечивать надежность и безопасность трубопроводной арматуры. Регулярное техническое обслуживание включает в себя шлифовку и притирку поверхностей, что требуется для предотвращения утечек и продления срока службы оборудования. Переносной станок для шлифования и притирки играет ключевую роль в этом процессе, обеспечивая эффективное восстановление и поддержание герметичности соединений. Преимущества […]

Безопасность персонала при проведении гидравлических и пневматических испытаний
Трубопроводная арматура также проходит испытания на соответствие стандартам безопасности и экологической безопасности. В случае выявления несоответствий или дефектов проводятся доработки или замена компонентов. Контроль качества трубопроводной арматуры важен для предотвращения аварийных ситуаций, сокращения потерь и обеспечения бесперебойной работы систем. Трубопроводная арматура используется в таких отраслях промышленности, как нефтегазовая, химическая, энергетическая, водоснабжение и другие. Каждая отрасль […]

Шлифование и притирка уплотнительных поверхностей клиновых задвижек
Одними из важнейших технологических операций для восстановления уплотнительных поверхностей узла затвора трубопроводной арматуры являются шлифовка и притирка. Данные операции позволяют решить основную задачу при достижении герметичности трубопроводной арматуры. Так как в процессе эксплуатации основные узлы и детали изнашиваются, для восстановления их работоспособности возникает необходимость проведения ремонта трубопроводной арматуры. Основными причинами не герметичности из наиболее часто […]

Стенд для испытаний и настройки предохранительных клапанов до DN 300 мм
Трубопроводная арматура является важным составным элементом систем не только для предприятий топливно-энергетического комплекса, но и для объектов химической, фармацевтической, пищевой промышленности, а также других производств с силовыми, транспортными установками, системы которых сочетают в себе различные характеристики и параметры. Испытания трубопроводной арматуры являются неотъемлемой частью системы контроля и позволяют получить достоверную информацию о состоянии испытываемого образца […]
Оборудование для притирки-доводки плоских деталей
Притирка уплотнительных поверхностей трубопроводной арматуры входит в число основных обязательных операций по механической обработке. Обеспечение герметичности запорного узла трубопроводной арматуры напрямую зависит от качества притирки, в связи с чем данная финишная операция должна выполняться с соблюдением технологического процесса, методов обработки и контроля качества. Восстановление герметичности трубопроводной арматуры важный и трудоемкий процесс, несмотря на простоту конструкции, ее […]

Стенд для испытаний СППК в полевых условиях
Испытательные стенды для предохранительных клапанов, запорной и регулирующей арматуры Большинство базовых моделей в линейке стендов для испытаний и настройки предохранительных клапанов, специального конструкторского бюро «ПОБЕДИТ» ориентированы на широкий выбор опций и функционала в сочетании с компактными габаритными размерами и относительно небольшой массой оборудования. Данная концепция позволяет эксплуатирующим организациям осуществить испытания или настройку предохранительной арматуры в […]

Оборудование и ремонт клиновых задвижек ЗКЛ
Переносные и стационарные станки для ремонта (шлифования и притирки) трубопроводной арматуры В процессе эксплуатации основные узлы и детали арматуры клиновых задвижек ЗКЛ непрерывно изнашиваются. Для восстановления их работоспособности возникает необходимость проведения ремонта трубопроводной арматуры. Одними из важнейших технологических операций являются шлифовка и притирка (доводка) уплотнительной поверхности узла затвора. Данные операции позволяют решить основную задачу при достижении герметичности […]
Ремонт СППК предохранительных клапанов
Предохранительный клапан — это трубопроводная арматура, предназначенная для аварийного сброса рабочей среды в автоматическом режиме, при превышении давления выше заданного, а также защиты оборудования и трубопроводов от разрушения. После срабатывания предохранительный клапан герметично закрывается, тем самым обеспечивает прекращение дальнейшего сброса рабочей среды. Опасное избыточное давление может возникнуть в системе как в результате сторонних факторов (некорректная […]

Настройка и проверка клапанов СППК
Стенды для испытаний и настройки предохранительных клапанов СППК Установленная на технологических трубопроводах предохранительная арматура должна подвергаться испытаниям, в первую очередь, по определению и настройке на давление срабатывания на всем протяжении ее службы в трубопроводе. Данная процедура обеспечивает безопасную эксплуатацию оборудования и предотвращает его порчу в следствие внештатных ситуаций. Таким образом регламентированные испытания предохранительной арматуры являются […]
Бронеограждение. Безопасность персонала при испытаниях
Трубопроводная арматура является важным составным элементом систем не только для предприятий топливно-энергетического комплекса, но и для объектов химической, фармацевтической, пищевой промышленности, а также других производств с силовыми, транспортными установками, системы которых сочетают в себе различные характеристики и параметры. Рабочие среды транспортируются по трубопроводам под избыточным давлением и при высоких температурах достигающих критических значений, и трубопроводной […]

НИОКР — Переносной шлифовальный и притирочный станок для обработки уплотнительных поверхностей запорной арматуры
Основной задачей на старте проекта была реализация современных инновационных идей по повышению уровня качества процесса ремонта трубопроводной арматуры, так как восстановление арматуры в настоящее время является целесообразным и актуальным. Компанией СКБ ПОБЕДИТ разработан инновационный станок ПОБЕДИТ-СПМ-1 (рис. 1), предназначенный для шлифования и притирки уплотнительных поверхностей корпусов клиновых задвижек без удаления их из трубопровода, а также […]

Переносные станки и притирочные машинки для шлифования и притирки трубопроводной арматуры
Переносные станки для шлифования и притирки уплотнительных поверхностей Существенным преимуществом является возможность ремонта арматуры без изъятия ее из трубопровода, что особенно является незаменимым решением при работе с бесфланцевой арматурой. Например, переносное оборудование для шлифовки и притирки уплотнительных поверхностей клиновых задвижек (рис. 1), разработкой которого компания СКБ «ПОБЕДИТ» занимается в рамках Федеральной программы «Старт» Фонда содействия развития малых предприятий в научно-технической […]

Станок для притирки и доводки плоских уплотнительных поверхностей
В процессе эксплуатации основные узлы и детали арматуры непрерывно изнашиваются, для восстановления их работоспособности возникает необходимость проведения ремонта арматуры. Одной из важнейших технологических операций принято считать притирку (доводку) уплотнительных поверхностей узла затвора, так как данная финишнаяоперация позволяет решить главную задачу при достижении герметичности арматуры. Основнойпричиной не герметичности из наиболее часто встречающихся, как раз является некачественная притирка уплотнительных поверхностей. Оценить, насколько качественно выполнена […]
Стенд для испытаний трубопроводной арматуры и настройки предохранительных клапанов ПОБЕДИТ-С-1-250-10
Установленная на технологических трубопроводах предохранительная арматура должна подвергаться испытаниям, в первую очередь, по определению и настройке на давление срабатывания на всем протяжении ее службы в трубопроводе. Данная процедура обеспечивает безопасную эксплуатацию оборудования и предотвращает его порчу в следствие внештатных ситуаций. Таким образом регламентированные испытания предохранительной арматуры являются объектом обеспечения бесперебойной эксплуатацией как трубопроводов, так и […]

Испытание и настройка (тарировка) предохранительных клапанов
Основная ставка в линейке стендов для испытаний и настройки предохранительных клапанов, специального конструкторского бюро «ПОБЕДИТ» сделана на широкий выбор опций и функционала в сочетании с компактными габаритными размерами и относительно небольшим весом. Данная концепция позволяет устанавливать и подключать оборудование в любом месте, где требуется осуществить испытания или настройку предохранительных клапанов. Достаточно, чтобы данные условия отвечали минимальным требованиям эксплуатации и […]

Мобильный стенд для испытаний и настройки предохранительных клапанов ПОБЕДИТ-С-1М
Мобильность и эргономичность. Именно на эти критерии ориентирована линейка стендов для испытаний и настройки предохранительных клапанов специального конструкторского бюро «ПОБЕДИТ». Технологические процессы, направленные на определение давления срабатывания предохранительных клапанов при настройке (тарирование), испытание узла затвора на герметичность, а также проверку манометров являются неотъемлемой частью всего комплекса работ, связанных с поддержанием безопасной и безаварийной работы оборудования, работающего под избыточным […]